In earlier days of motorsports, most racing and performance engines were repurposed from factory manufactured engine blocks. Massaging and machining these OEM blocks was an effort to attain ever-growing displacement and additional horsepower output.
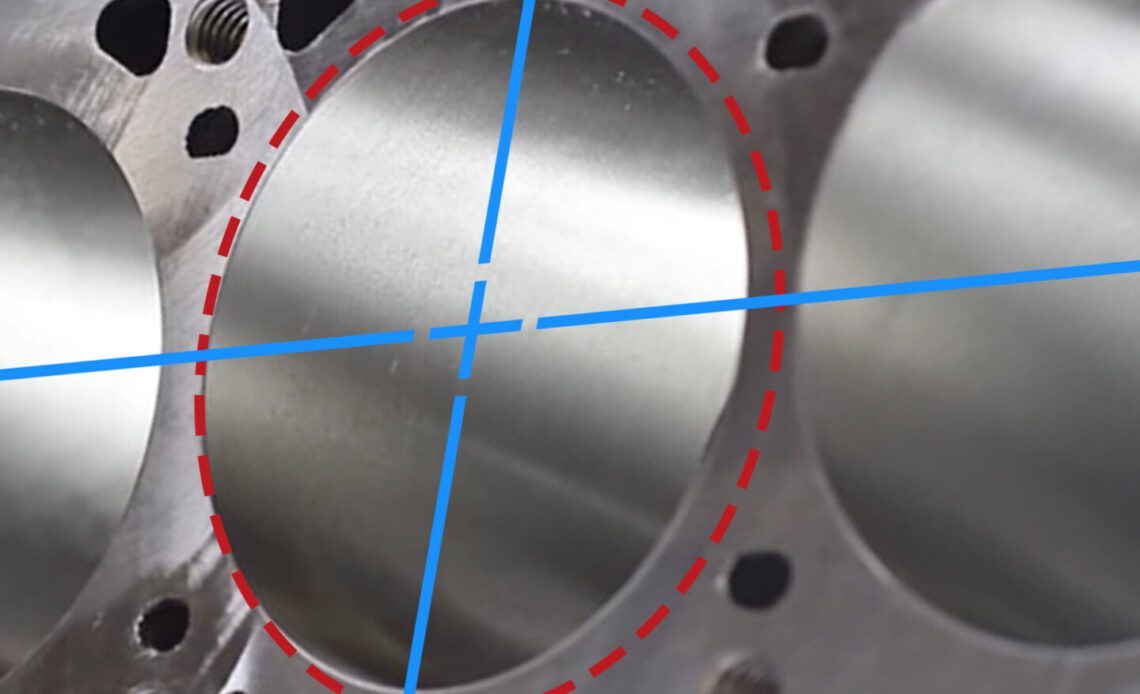
When the inner block casting mold core is shifted compared to the outer mold core, the most detrimental outcome is uneven cylinder wall thickness.
World Products is an industry-leading company that grew from the idea of providing dedicated block designs that started life from a clean sheet, not as a truck engine block or similar. One of the key advantages of a World Products engine block is the effort to prevent core shift.
Core Shift Explained
Nitro racers in the 1960s would inspect hundreds of factory Hemi engine blocks to find those few whose inner water passages dimensionally matched the outer casting location. The “core shift” happens when the internal mold cores shift in relation to the outer mold cores as the mold is filled with molten iron.

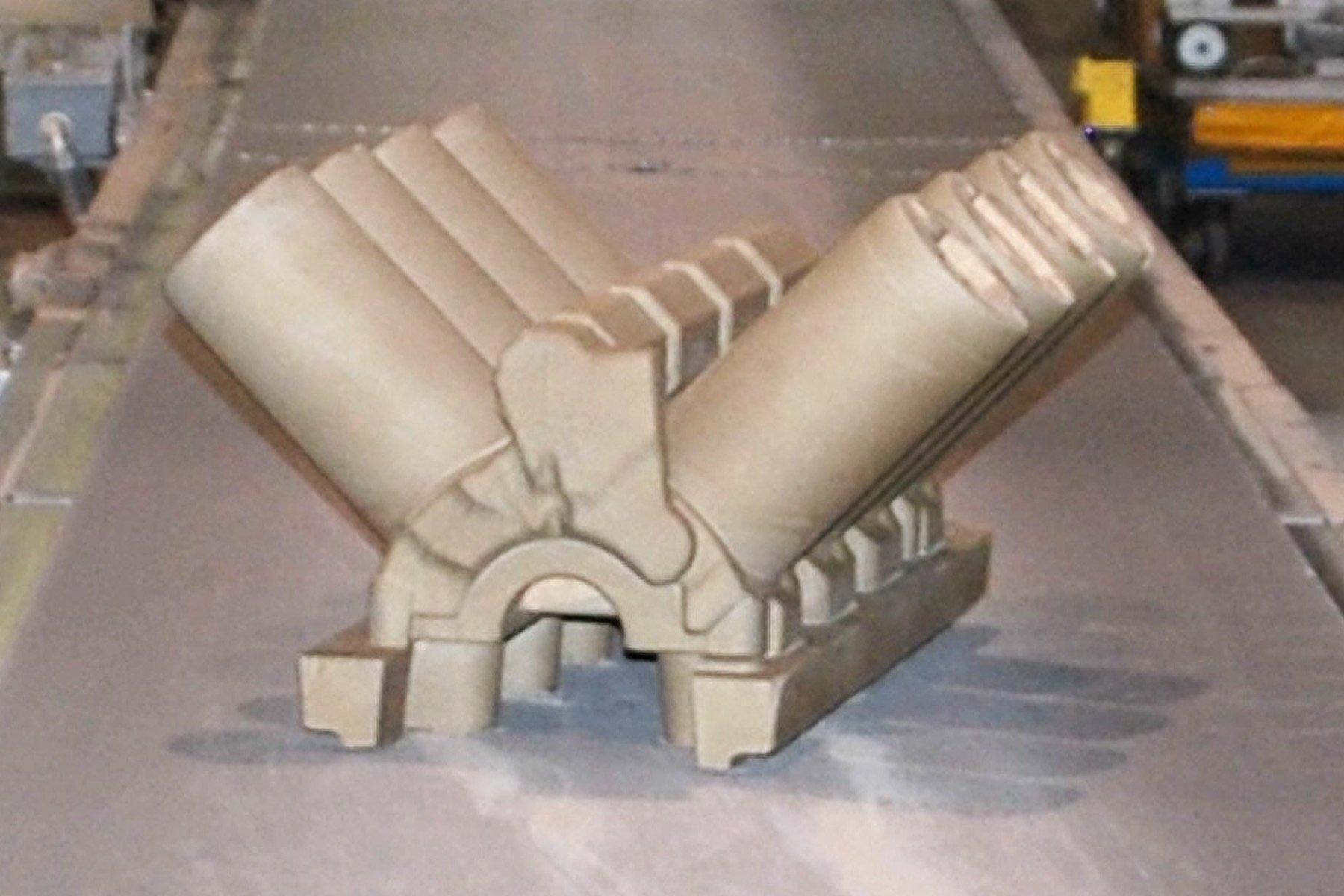
A block’s inner mold core once consisted of individual sections that were stacked for casting. World Products uses new technology to create an entire inner mold core preventing internal shift.
The most obvious effect of core shift is cylinder wall thickness. If the outer cylinder wall at the cooling passages shifts, the dimension of the inner cylinder face would be thick on one side, while the opposite is dangerously thin. This problem was not a concern for mass-produced blocks for the family station wagon, but once elevated bore sizes and horsepower levels come into play, it becomes an issue. Historically, blocks with core shift would split over-bored cylinder walls and/or flex, attributing to cam, crankshaft, and other component failures.
Better Casting Accuracy
World Products actively fights core shift issues using a one-piece major core design which greatly increases casting stability. This new design combines all eight cylinders, cam tunnel, and main bearing saddle in one central core, eliminating dimension variations.
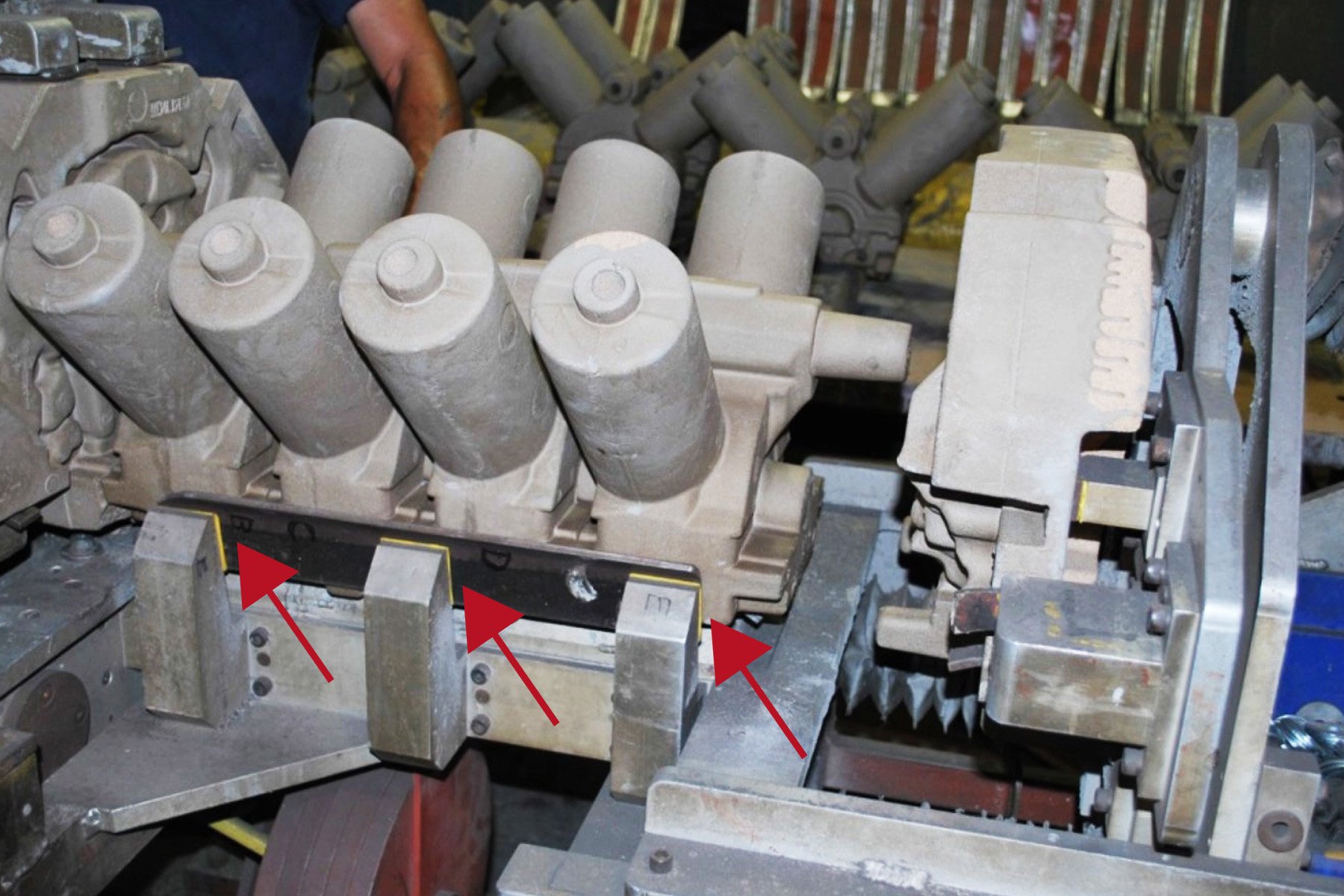

In earlier days, the machinists only had a point from colored marker to center their machining. Today, the sturdier molds are cast with fixture points (arrows) to properly align a block between the casting and machining facilities.
Attributed Machining Accuracy
This new casting process also offers higher accuracy when the block is moved to the machining processes. The new one-piece core design includes fixing points within the engine…
Click Here to Read the Full Original Article at DragzineDragzine…